Льем металл
Часто бывает необходимо получить несколько одинаковых деталей имеющих сложный рельеф – цилиндры двигателей воздушного охлаждения, траки гусениц, вооружение и т.д. Наиболее простой способ сделать это – литьё так называемого «белого» металла в силиконовую форму. Ниже я попытаюсь рассказать и показать как делаются формы и производится литьё.
Подготовка формовочного плаца
Для начала необходимо запастись пластилином. Пластилин необходим нежирный, так как жирный имеет свойство прилипать к деталям и с большим трудом удаляется с поверхности детали. Жирность пластилина можно приглушить тальком – просто разминаем пластилин пересыпая его тальком до тех пор, пока не перестанет липнуть к рукам. Далее берем кусок фанеры или полистирола (размеры зависят от габаритов будущей формы) и накрываем его калькой. Калька необходима для того, чтобы пластилин не прилип к основанию, к тому же она легко отделяется от пластилина. На кальку кладем размятый в блин кусок пластилина и раскатываем его в блин, но более тонкий. Толщина пластилина зависит от толщин формуемых деталей. Как правило, 8мм достаточно для большинства деталей. Больше может понадобиться при формовке фигур в масштабе 1/35 и выше. Катать удобно бутылкой из под предварительно выпитого пива.
После этих бутылочных процедур поверхность пластилина имеет перепады по высоте, убираем их с помощью стального шпателя (если нет шпателя можно воспользоваться любым ровным куском полистирола). Проводя шпателем по поверхности пластилина, мы срезаем бугры. Продолжаем операцию до тех пор пока не получиться ровная поверхность.
Формовка
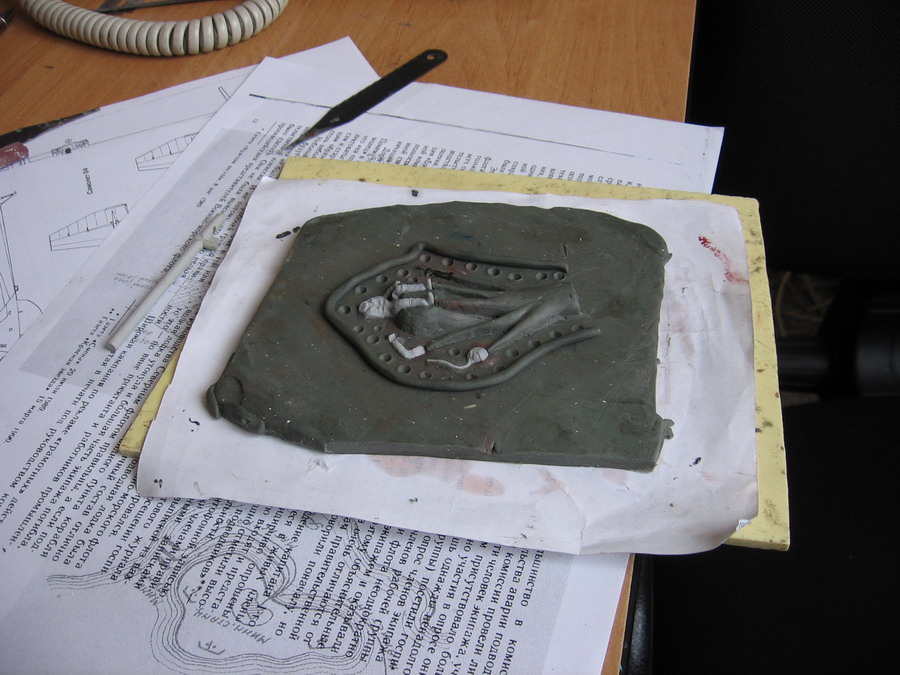
Проводим на пластилине ось центрального литника и раскладываем детали. В нашем случае это детали двигателя М-11 в масштабе 1/72. При раскладке деталей соблюдаем незатейливое правило – особо тонкие и особо массивные детали должны лежать внизу формы. Тонкие – для лучшей проливаемости (увеличивается масса металла над этой деталью), толстые – для отвода тепла в литник (более массивный литник застывает дольше детали, при этом улучшается качество поверхности детали). Очерчиваем контуры деталей на пластилине (особой точности не надо, но и значительных отклонений лучше избегать) и снимаем детали с пластилина.
Выбираем пластилин из контура детали (проще говоря, ямки роем на глубину детали), делается это для того, чтобы деталь не прилипла намертво к пластилину при вдавливании в него, и не забился рельеф детали. После того как пластилин выбран, вкладываем детали в получившиеся гнезда и шпателем подравниваем пластилин вокруг детали, заполняя там, где выбрали лишнее и, придавливая там, где недобрали. Необходимо получить ровный контур пластилина вокруг детали. Несколько слов о инструменте – я пользуюсь выточенной из обломка ножовочного полотна стамеской, заточенной со всех сторон (не до ножевой остроты).
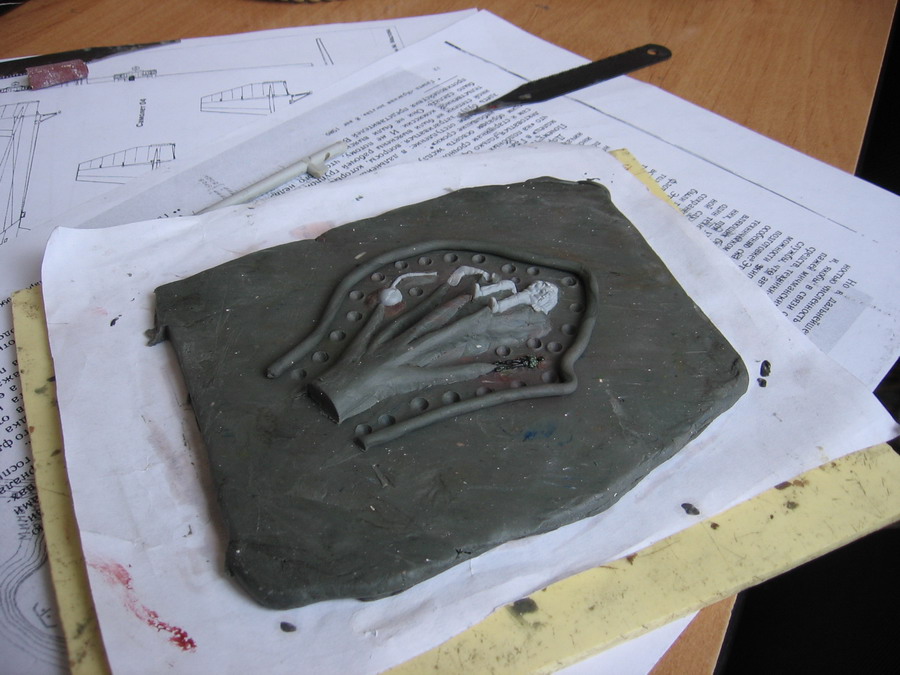
После того как детали «вложены» в пластилин, вспоминаем детство и катаем из пластилина «колбаски» разной толщины. Более толстую кладем по осевой, более тонкие от толстой к деталям. Далее с помощью шпателя «подрезаем» эти «колбаски» по краям добиваясь прилегания к формовочному плацу. В результате получаем литниковую систему в виде елки. Толщины литников зависят от деталей – чем массивней деталь, тем толще должны быть литники. Далее вокруг получившейся литниковой системы необходимо сделать замки для центровки половинок формы. Делаются они просто – вдавливаем закругленный стержень в пластилин, неоходимол получить оттиск в виде полусферы. Потом опять катаем пластилиновую колбаску и выкладываем ее по контуру очерченному замками. Выкладка закончена.
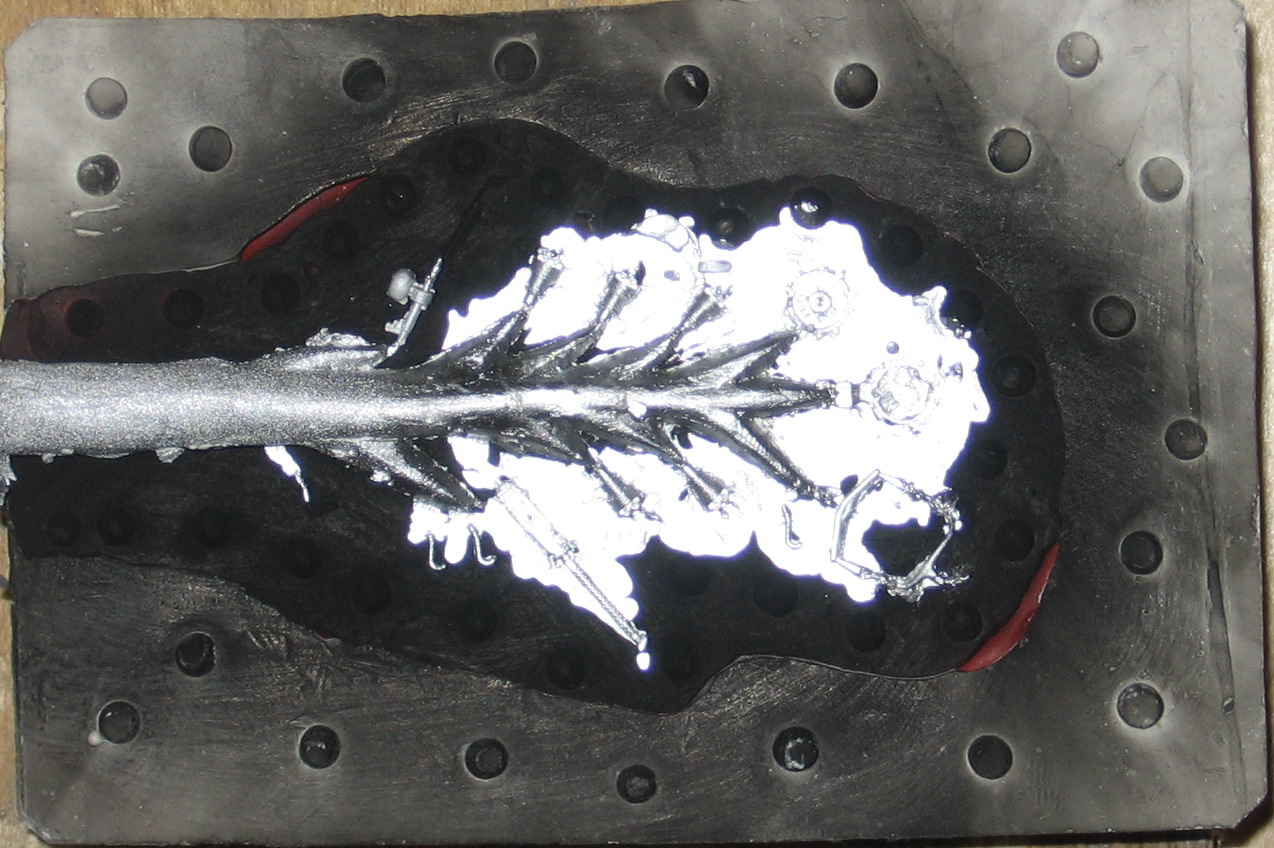
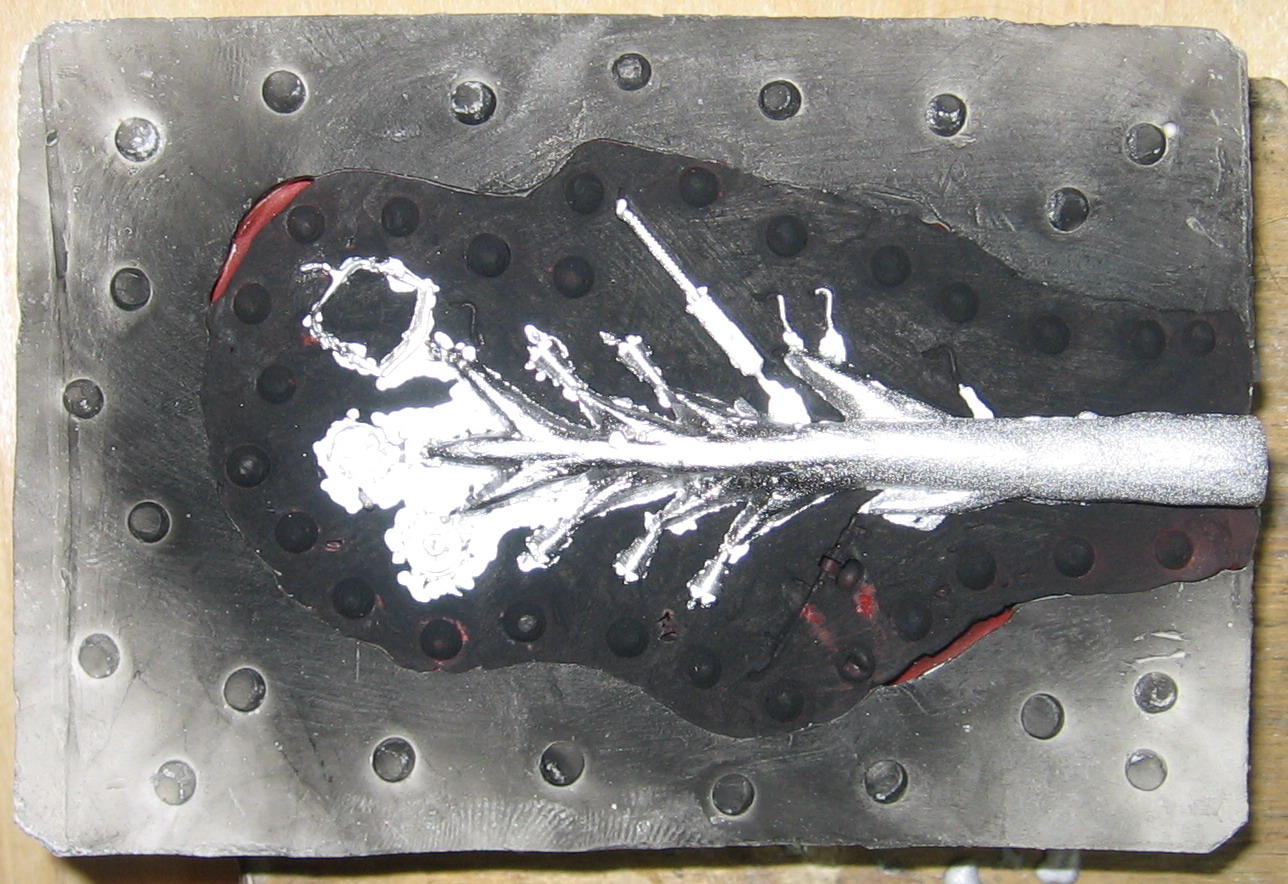
Этап выкладки наиболее творческий из всего процесса. От того, как выложены детали будет зависить насколько успешно они будут отливаться. Для примера приведу фото формы на пилота в масштабе 1/48:
Необходимо нанести разделительный слой, который не даст резине намертво прилипнуть к деталям. В качестве разделителя используем обыкновенный вазелин. Мягкой кисточкой равномерно и без пропусков наносим вазелин на детали. При необходимости вазелин можно немного подогреть. Необходимо следить чтобы в углах деталей не скопились излишки вазелина – могут «замылить» рельеф. Также не следует наносить вазелин на литниковую систему (он и так не пристанет к резине, а за счет небольшой адгезии получиться снять половинку формы с плаца, оставив литниковую систему в резине).
После нанесения разделителя можно наносить формующий состав он же «резина», он же «силикон», он же «виксинт». Бывают два типа резин – однокомпонентные, твердеющие за счет реакции с влагой воздуха и двухкомпонентные. Основные различия – двухкомпонентные составы более текучи, быстрее полимеризуются. Но не все подходят, так как могут давать значительную усадку при нагреве. Однокомпонентные (представлены в виде разнообразных силиконовых герметиков) имеют плохую текучесть, продолжительное время сушки, но при нагреве ведут себя стабильно. Главное, на мой взгляд, преимущество герметиков их повсеместная доступность и невысокая стоимость, чего не скажешь про двухкомпонентные составы. Я использую герметики с рабочей температурой 300 градусов, но, подозреваю, что литье из белого металла выдержат и обыкновенные строительные силиконы. Температуростойкие герметики повсеместно продаются на авторынках в небольшой расфасовке, но можно встретить и в шприцах.
В данной статье я буду работать с герметиком, так как большинству будет проще и дешевле добыть именно его, а качество литья не хуже, чем в двухкомпонентные составы.
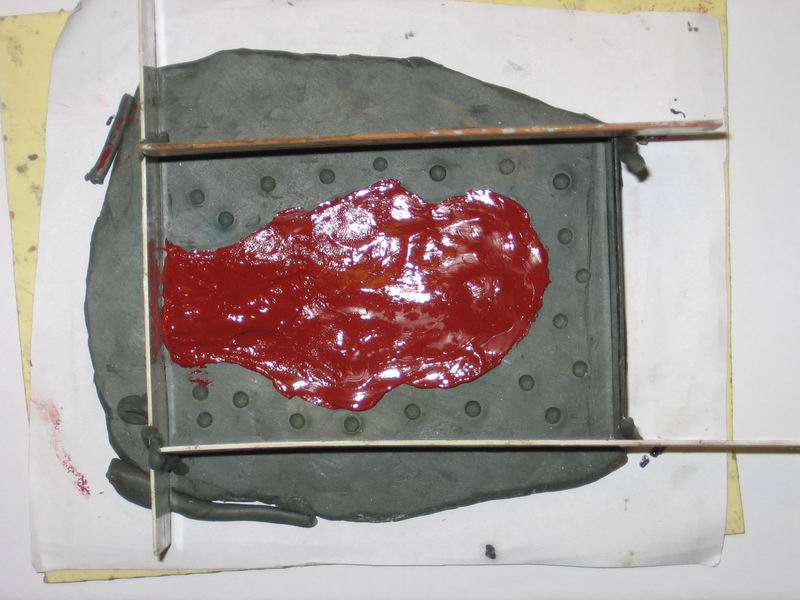
Итак выдавливаем герметик из тюбика (шприца), подхватываем шпателем ( шпатель тот же, что и при формовке) и круговыми движениями укладываем его на форму вокруг детали. Берем следующую порцию герметика, наносим поверх предыдущего слоя и так до тех пор пока деталь не окажется полностью покрыта герметиком. При нанесении необходимо стараться не оставлять воздух на поверхности детали, Таким образом покрываем все детали, одну за другой. После того как детали покрыты герметиком, выдавливаем герметик прямо на пластилин (между деталями) и разравниваем, равномерно заполняя всю поверхность литниковой системы. Пластилиновые колбаски, выложенные ранее вокруг контура замков, служат нам границей нанесения герметика. Толщина слоя герметика зависит от габаритов деталей. При небольших формах достаточно 2,5-3мм. Чем больше габариты формы и масса деталей, тем толще должен быть слой герметика. В некоторых публикациях рекомендуют наносить герметик слоями – для более быстрой сушки. Я рекомендую противоположное – сразу нанести всю необходимую толщину. Дело в том, что все последующие слои при высыхании натягиваю поверхность предыдущего слоя. И в результате форма может оказаться поведенной, и детали будут получаться со смещением, иногда довольно значительным. После нанесения необходимого слоя герметик необходимо разгладить, так как из-за густоты сам он не расплывется. Разглаживаем пальцем, чтобы палец не прилипал необходимо на него хорошенько плюнуть. Использовать вазелин или масло не рекомендую – они дадут на поверхности герметика пленку, а ведь он сохнет за счет контакта с воздухом! После выравнивания поверхности герметика необходимо нанести на эту поверхность несколько «колбасок» герметика – они служат замками для крепления середины формообразующей в "броне".
После нанесения герметика, плац необходимо убрать в дальний угол и выдержать его в этом углу от трех суток до недели (в зависимости от толщины слоя).
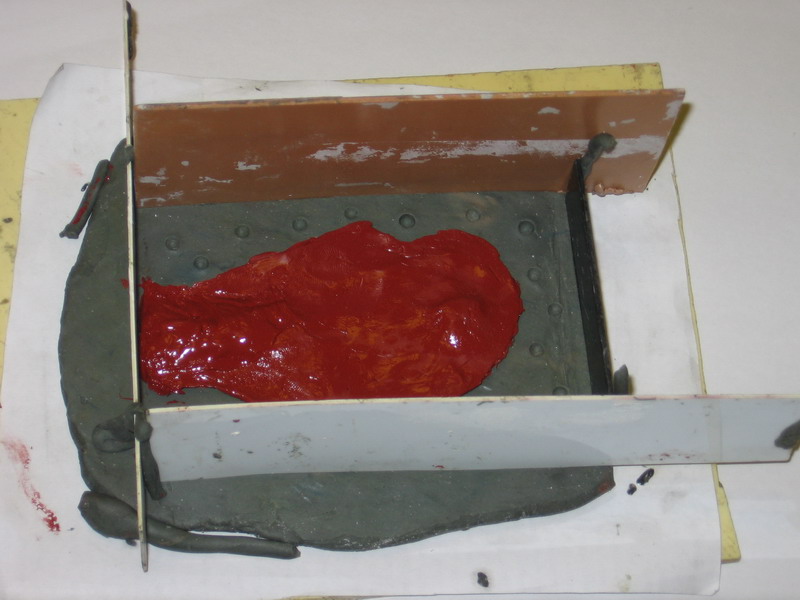
По истечении этого времени мы имеем плац с готовой формообразующей. Далее нам необходимо сделать «броню». В качестве материала для "брони" используем гипс или, как он еще часто называется, «алебастр строительный». Снимаем с плаца колбаску выложеную нами по контуру формообразующей – получился «замок», под который затечет гипс и будет держать нашу формообразующую по краям. Отступаем от самых выступающих точек формообразующей (величина отступа зависит от габаритов формы, при средних габаритах достаточно 1,5 – 2см) и ставим бортики. Бортики представляют собой отрезки любого влагостойкого листового материала, я использую пластик толщиной 1-2мм. (толще 2 мм использовать не рекомендую – тяжело вдавливать в гипс и держится плохо). Бортики просто вдавливаются в гипс, стыки заделываются тем же пластилином.
После изготовления «опалубки» ставим на пластилине между "опалубкой" и формообразующей еще один рад замков (они будут центровать "броню"). Разводим гипс (консистенция должна быть, как у сметаны средней густоты – жидкий будет стараться сбежать изо всех щелей, густой откажется покидать емкость) и выливаем его в форму, после заливки легко трясем наш плац и под действием вибрации гипс выравнивается. Ждем минут 10 и снимаем бортики (для ускорения сушки гипса), после чего оставляем форму в покое на несколько часов.
Подогревать не рекомендую, и гипс может лопнуть, и поплывший пластилин забьет детали. После высыхания гипса снимаем пластилин. Делается это так – аккуратно загибаем по кругу края пластилиновой пластины и смотрим в получившуюся щель (между формой и пластилином), если видим, что герметик не застыл – возвращаем пластилин обратно и ставим еще на несколько суток. Если герметик превратился в резину, то отделение пройдет нормально. Необходимо стараться оставить детали в герметике, а не в пластилине.
После отделения чистим детали от следов пластилина, если деталь осталась на пластилине – снимаем ее, чистим и вкладываем обратно в форму, по краям прихватывая к герметику суперклеем. Лепим литниковую систему. После этого наносим разделительный слой и опять покрываем герметиком. Сушим. После высыхания герметика кладем форму на пластилин и ставим вокруг неё бортики (вместо бортиков можно обернуть форму картоном), наносим вазелин и опять заливаем гипс.
Форма готова. Хорошенько высушиваем вторую сторону «брони» и разнимаем форму. При этом она немного сопротивляется (бывает формообразующие выскакивают из гипсовой брони, это не страшно – после удаления деталей они вкладываются обратно в гипс).
После разъема формы вынимаем из нее детали мастер-модели, убираем литниковую систему, удаляем следы пластилина из каналов. Далее острым лезвием прорезаем каналы подвода металла к деталям. В идеале желательно представлять себе картину заполнения формы металлом – тогда в местах, где потенциально может скопиться воздух, можно заранее прорезать газоотводы. Далее форму необходимо «смазать», так как льем мы металл, то в качестве смазки выступает графит. Можно добыть кусок графита, перетереть его в пыль и получившуюся пыль втереть кисточкой в форму. Я делаю проще, так как графит это углерод то тот же углерод можно получить в виде обыкновенной сажи. Берем резину (старую автомобильную камеру), нарезаем полосками шириной 5-6мм, поджигаем и коптим форму. После нанесения копоти (следить, чтобы не осталось чистых участков), мягкой кисточкой проходим по форме, при этом излишки сажи удаляются. Если какие-то участки формы «светятся» повторяем процедуру.
Процесс литья
Делаем ковшик: для этого к небольшой консервной банке приклепываем ручку, ручка должна быть относительно длинная и иметь какую либо теплоизоляцию. Готовим сплав. Для этого нам необходимы чистый свинец, чистое олово и легкоплавкий сплав – сплав Вуда или сплав Розе (Сплав Розе купить проще, поэтому далее я буду упоминать только его). В принципе можно брать и аккумуляторный свинец и припой серии ПОС вместо олова, но тогда с подбором сплава придется повозиться. Сплав Вуда или сплав Розе водится в конторах торгующих химреактивами (тут он будет наиболее дешевым), магазинах торгующих материалами для протезистов (уже дороже), радио рынках (совсем дорого). Сплав для литья состоит из 40% свинца, 40% олова (не обязательно мерять до грамма) и 20% сплава Розе. Плавим именно в такой последовательности, иначе будем долго наблюдать как в расплавленном олове плавает кусок свинца.
Собираем форму и фиксируем ее в сложенном виде. Можно обмотать шнуром (только обязательно не синтетическим, иначе пролившийся металл может его пережечь, форма раскроется и жидкий металл хлынет куда ему, а не вам, захочется), можно использовать струбцины (только дозируйте усилие, чтобы не раздавить гипсовую "броню"). Ставим форму в какой либо поддон (будет ловить сбежавший металл) и заливаем металл в форму. Ждем пока металл застынет и аккуратно разнимаем форму. Смотрим, что получилось. Как правило первые несколько отливок получаются с недоливами и облоем - это происходит это из-за большой разницы в температурах формы и металла.
После того как форма прогреется, проливаемость улучшается, облой исчезает. Если что-то упорно не проливается, то либо в непролитой части скапливается воздух и тогда необходимо прорезать к ней канал, куда он и уйдет; или сплав не соответствует форме. Корректируется сплав так – если детали «обмыленные» (нет четкости рельефа) то слишком много свинца и олова, необходимо добавить сплав Розе. Если получаются утяжины, то слишком мало свинца. Если на поверхности деталей получаются кристаллы и детали слишком хрупкие, то у вас избыток сплава Розе – добавить олово. После того как сплав подобран можно лить до тех пор пока форма не перегреется и мелочевка опять не перестанет проливаться. В этом случае оставляем открытую форму на несколько минут для охлаждения после чего опять продолжаем литье. Во время работы с металлами нельзя есть-пить-курить. Желательно использовать перчатки (только х/б и если металл затечет в какую-то из них, то я вам не завидую) и работать под вытяжкой. Свинец и висмут (который содержится в сплаве Розе) не самые полезные материалы, а тем более в расплавленом виде. Из этих же соображений не рекомендую держать ковшик постоянно на огне, испарения металлов тоже не самые полезные для организма вещи.
Вот собственно и вся премудрость. Если что-то не понятно или не получается - спрашивайте.
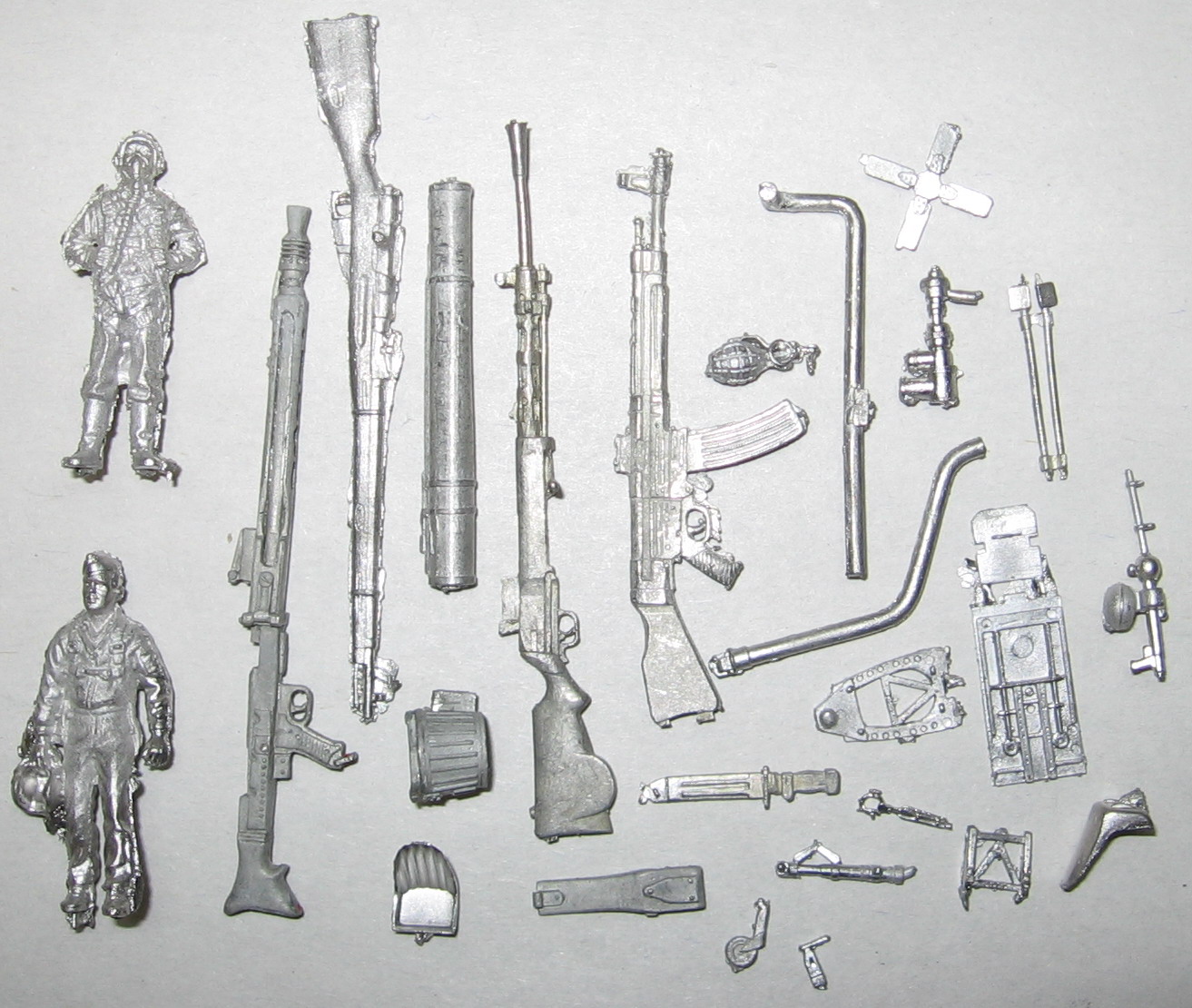
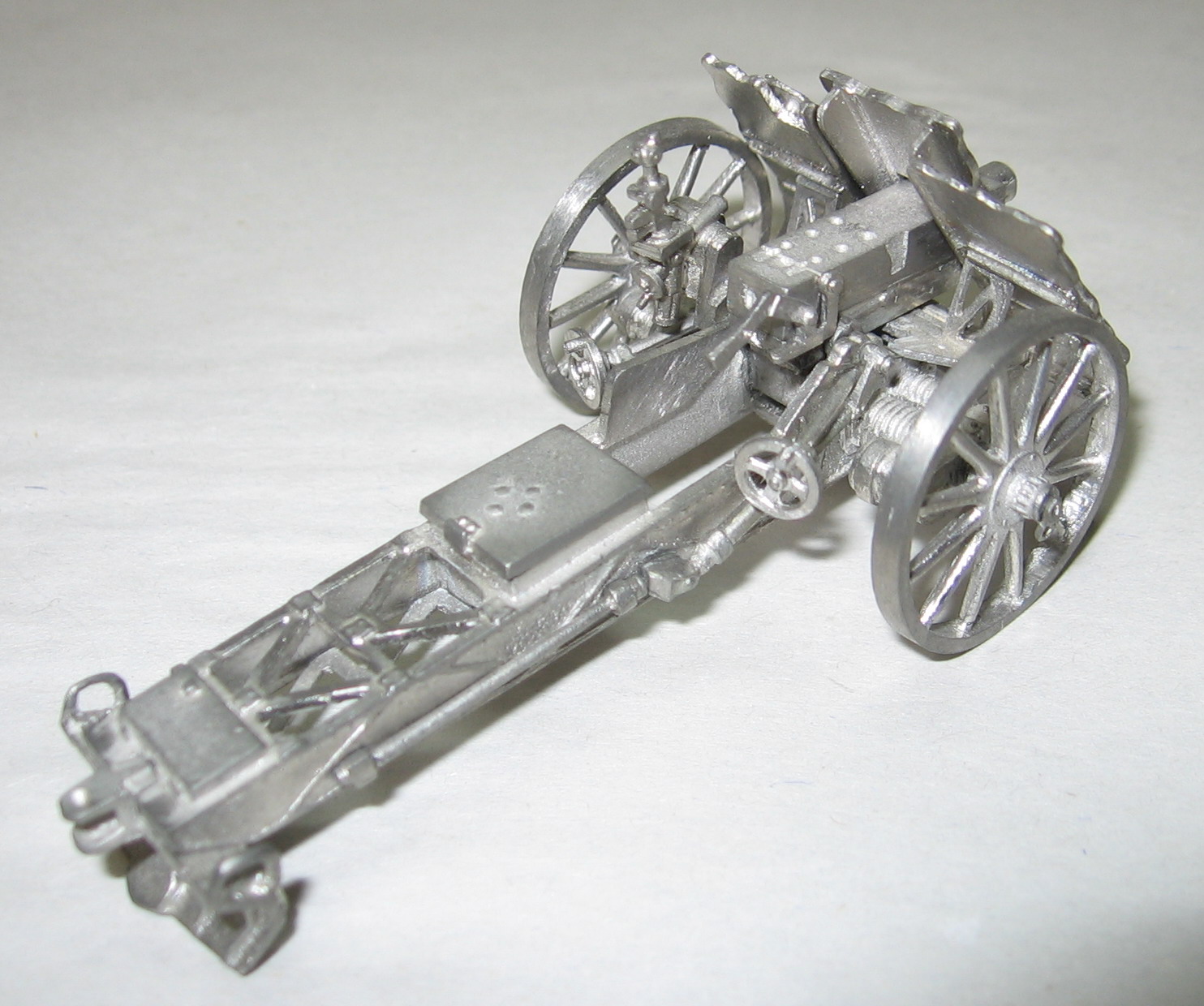
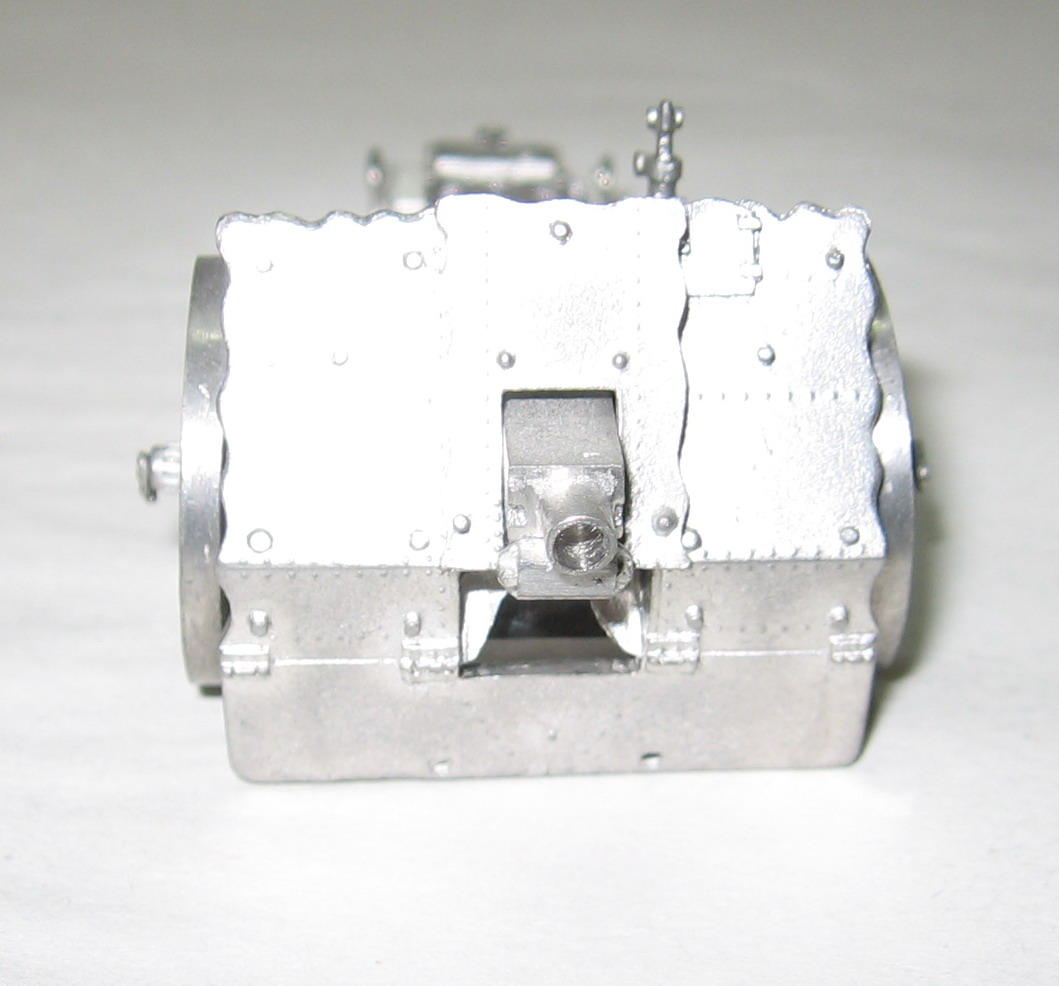
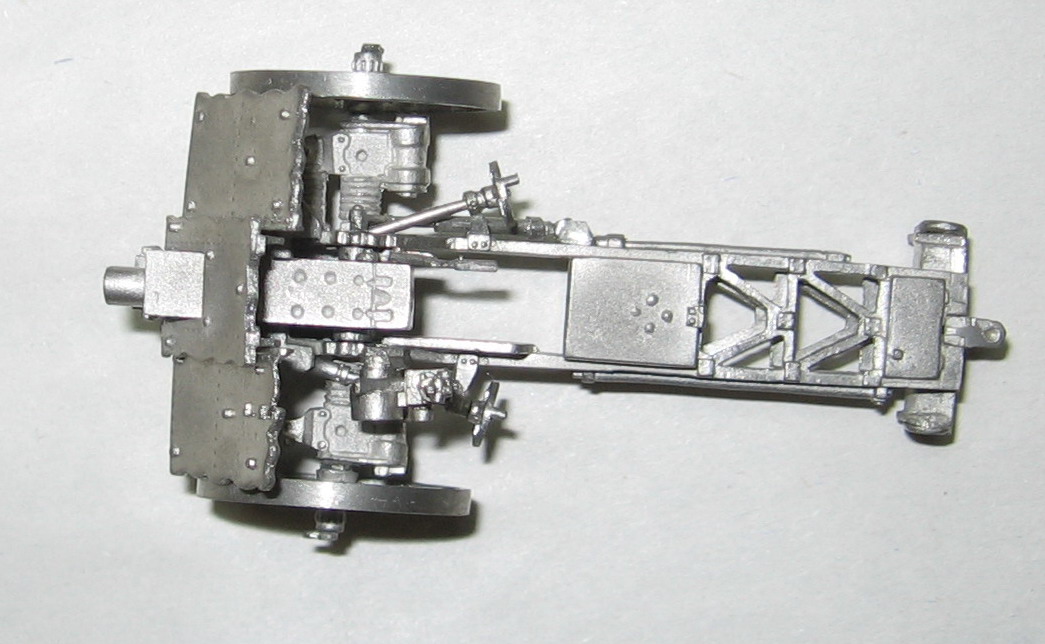
Некоторые образцы отлитые этим методом
|
 Главная
Главная